










Instalar los dispositivos o utillajes de sujeción para fijar la posición de la pieza y evitar deformaciones durante el calentamiento y el enfriamiento.
De acuerdo con los requisitos del proceso de tratamiento térmico, emplear diferentes métodos de enfriamiento. La velocidad de enfriamiento influye significativamente en la microestructura y las propiedades finales.
En el temple se utiliza normalmente un enfriamiento rápido (como temple en agua o en aceite) para obtener una estructura martensítica, mejorando la dureza y resistencia.
Otros procesos, como el recocido o el normalizado, requieren velocidades de enfriamiento más lentas para obtener diferentes microestructuras.Después del temple, generalmente se realiza un revenido. Este proceso consiste en recalentar la pieza a una temperatura inferior al punto crítico inferior, mantenerla y luego volver a enfriarla.
El objetivo del revenido es eliminar las tensiones internas generadas durante el temple, aumentar la tenacidad, reducir la dureza y así mejorar las propiedades mecánicas integrales de la pieza.
Inspeccionar la pieza después del tratamiento térmico para asegurarse de que cumple los requisitos de calidad.
Eliminar la cascarilla de óxido, residuos e impurezas de la superficie para preparar la pieza para los procesos posteriores.
Se utiliza MAGMA para simular el proceso de llenado en fundición.
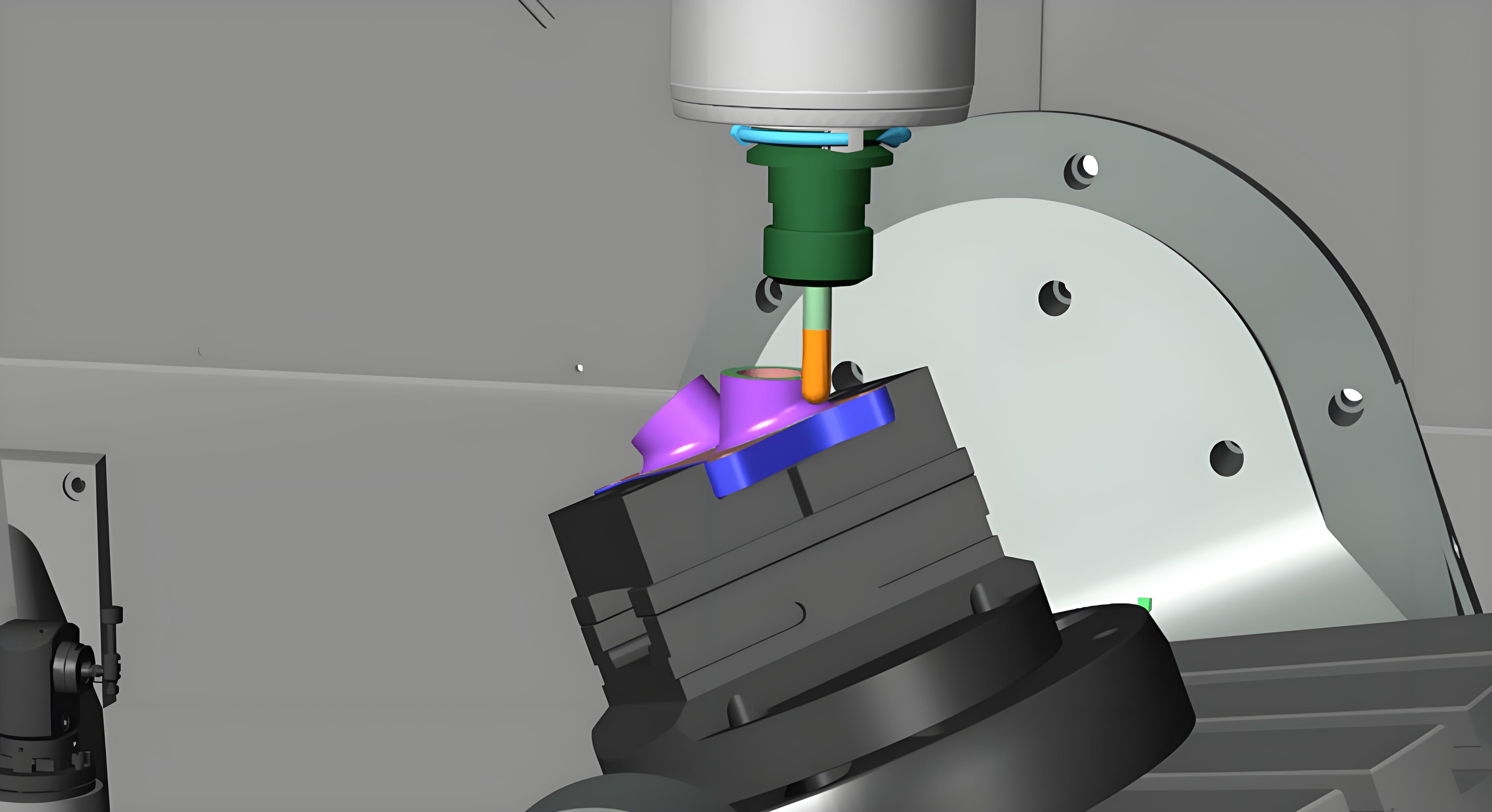
Se utiliza VERICUT para simular con precisión las condiciones reales del mecanizado, incluyendo máquina herramienta, utillajes, herramientas de corte, preformas de fundición y programas.
Los problemas encontrados en la simulación se verifican y corrigen.

El escaneo periódico permite rastrear en tiempo real el avance de la producción.
Los datos detectados se comparan automáticamente con los valores programados, evaluando condiciones anómalas como sujeción incorrecta, dimensiones del material en bruto, desviaciones de precisión del mecanizado, y tomando las medidas necesarias de corrección.

